
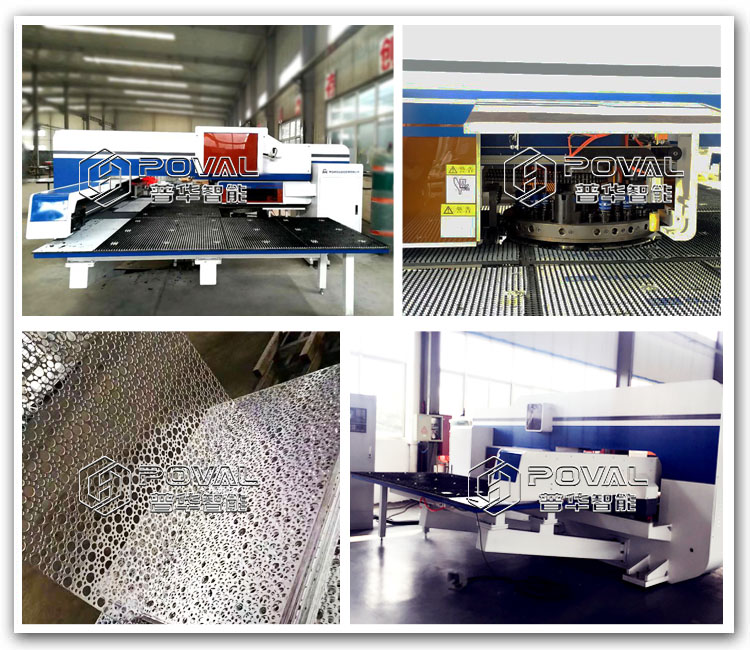
數控沖床是集機,電,液壓,氣壓一體化,是在板材上進行沖孔加工,淺拉深成型的壓力加工設備。今天吉川小編就跟大家講解一下二者的區別,方便大家區分。
首先二者的結構形狀不同,開式又稱C型,其結構形狀為C型,一面是開放式的。閉式又稱O型,其結構形狀為O型,沒有開放面。

閉式數控沖床與開式數控沖床的區別主要表現在以下幾個方面:
第一、機器的喉深與沖壓力
開式數控沖床的后身一般在1250mm,一旦超過1250mm其加工精度會受到嚴重影響,所以這些對一些加工精度要求較高的廠家來說是極為不利的。而閉式數控沖床完全克服了開式數控沖床的這一弊端,其喉深可以達到1500mm。 開式數控沖床在喉深1250mm時,其沖壓力在25噸左右,很難達到30噸。
而閉式數控沖床的沖壓力可達30噸以上,閉式數控沖床在此方面的表現略勝一籌。
第二、加工精度

開式數控轉塔沖床轉塔換模時,調整較為麻煩,送料平臺與沖床的平行度難以保證,易發生傾斜,導致加工產品毛刺的產生。這是開式數控沖床加工在使用過程令使用者較為頭疼的問題。生產廠家對數控沖床高效、高速、高精度的追求,確實使其技術性能得到了不斷提高,但這卻使操作人員成為機床效能發揮的障礙。因此,沖床自動上下料裝置、外置模具庫自動換模裝置成為高效數控沖床的一部分被提上了日程,產生了閉式數控沖床。閉式數控沖床加工就完全沒有毛刺等問題產生,因為閉式數控沖床轉塔換模時是一體的,自動調整,生產加工一氣呵成,在極大程度上保證了加工的精度,避免了此類問題的產生。
第三、加工效率
開式數控沖床加工最高沖壓次數在220次左右,低速時在160次左右,才能保證加工精度。如果超過最高沖壓次數,不但加工精度難以保證,而且對機器的磨損也極為嚴重,而閉式數控沖床在低速運轉時就可達180次,高速時在保證精度的前提下,可以達到260沖次,極大地提高了生產效率。
吉川小編在此提醒,在人們普遍注重效率的今天,閉式數控沖床更受歡迎,市場占有率更高。在鈑金加工領域,閉式數控沖床加工以其顯著優勢迅速發展,技術不斷革新,有逐漸取代開式數控沖床的趨勢。

