


一、出廠前設計加工的沖壓設備模具對中不良。模具孔對齊不良會在模具使用中造成碰撞和摩擦。芯片位置對準不良會直接損壞芯片。

三、潤滑不到位。很多朋友會說,怎么潤滑模具?在高速使用過程中,模具與模座或導向孔長時間接觸。在模具的上下操作過程中,機床不可避免地會發生一些傾斜振動。如果沒有潤滑,模具會與導向孔或模座摩擦。你認為損壞不會損壞模具嗎?
五、加工工件太薄。本來沖床的最大沖壓厚度設計為6mm,你要讓它長時間在6個以上的環境下工作,模具不損壞。標準沖頭的適用厚度在0.8和6之間。
六、處理速度太快。這些你都知道。你總是強調效率,整天滿負荷高速運轉。什么都準備不了。
七、加工程序優化不到位。當許多用戶使用沖床時,模具會發生故障,這通常發生在邊緣加工過程中。沖模沖下時,沖模的切削面只有一半甚至不到一半接觸到工件,受力不均勻,所以沖模不斷裂是很奇怪的。

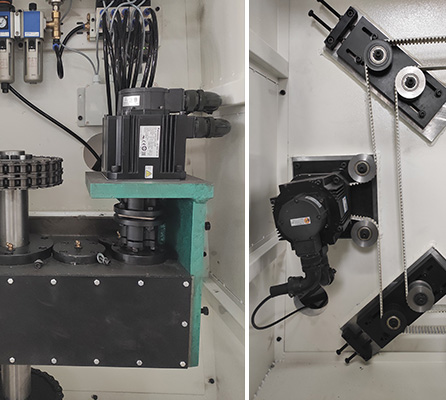
伺服數控沖床
總之,模具損耗的因素很多,注意維護和合理使用是減少損耗的正確途徑。對于上面的一些原因,可以做相應的改進,應該可以避免或者減少一些損害。
延伸閱讀
青島普華智能數控沖床專業生產廠家
電話:15653230056
網址:mtro.com.cn